您好~歡迎光臨深圳市宏力捷電子有限公司網(wǎng)站!
張經(jīng)理:
陳經(jīng)理:
葉經(jīng)理:
王經(jīng)理:
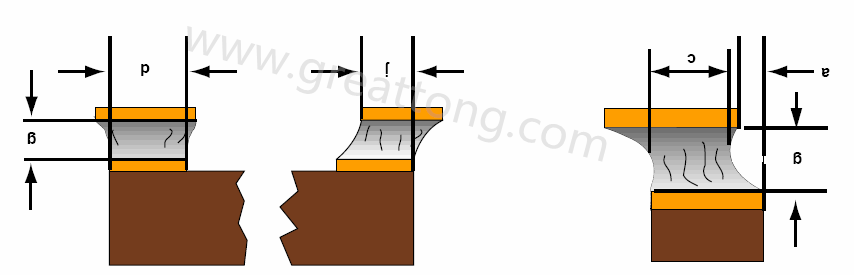
| 說(shuō)明 | 尺寸 | CLASS 1 | CLASS 2 | CLASS 3 |
|---|---|---|---|---|
|
元件超出焊盤(pán)最大尺寸
|
a | (Notes 1,2) | (Notes 1,2) | (Notes 1,2) |
|
焊點(diǎn)寬度最小尺寸
|
c | 50%(W)或50%(P) | 50%(W)或50%(P) | 75%(W)或75%(P) |
|
焊點(diǎn)長(zhǎng)度最小尺寸
|
d | (Notes 3) | (Notes 3) | (Notes 3) |
|
焊點(diǎn)高度最大尺寸
(包括外露部分) |
e | (Notes 2) | (Notes 2) | (Notes 2) |
|
焊點(diǎn)高度最小尺寸
(包括外露部分) |
f | (Notes 3) | (Notes 3) | (Notes 3) |
|
焊點(diǎn)厚度
|
g | (Notes 3) | (Notes 3) | (Notes 3) |
|
重疊部分最小尺寸
|
j | 視需要而定 | 視需要而定 | 視需要而定 |
深圳宏力捷推薦服務(wù):PCB設(shè)計(jì)打樣 | PCB抄板打樣 | PCB打樣&批量生產(chǎn) | PCBA代工代料